



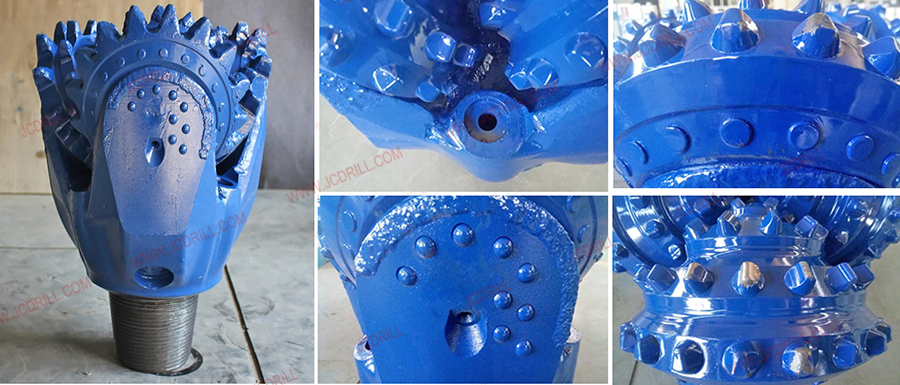
ACÉLMARÁSI FOGFÚRÓK
IADC 1 SOROZATÚ FÚRÓFÚRÓK
Ezeket a fúrókat alacsony nyomószilárdságú, lágy formációk fúrására használják.A nagy eltolású kúpoknál a hosszú vetítésű foghosszokat alkalmazzák, hogy a lehető legnagyobb behatolási arányt biztosítsák.Kopásálló keményburkolatot használnak a fogak kopásának szabályozására.A legpuhább bittípusoknál ez a keményítés teljesen lefedi a bit fogait.
IADC 2 SOROZATÚ FÚRÓFÚRÓK
Ezeket a fúrókat kemény és koptató képződmények fúrására használják.Nagyon rövid, egymáshoz közel elhelyezkedő fogak minimális keményítéssel a törésállóság érdekében.Ezeknek a fúrófejeknek nagy terhelésnek kell ellenállniuk, és zúzó, vágó hatású csiszolóképződményeket kell fúrniuk.

A formáció keménységének osztályozási táblázata és a bit kiválasztása
| Görgős kúpos bit | A gyémánt bit IADC kódja | A formáció leírása | Sziklatípus | Nyomószilárdság (Mpa) | ROP (m/ó) |
| IADC kód | |||||
| 111/124 | M/S112~M/S223 | Nagyon puha: ragadós puha formáció alacsony nyomószilárdsággal. | Agyag Siltstone homokkő | <25 | >20 |
| 116/137 | M/S222~M/S323 | Puha: lágy formáció alacsony nyomószilárdsággal és nagy fúrhatósággal. | Agyagos szikla Marl Barnaszén homokkő | 25-50 | 10-20 |
| 417/527 | M/S323-M/S433 | Közepesen lágy: lágy-közepes formáció alacsony nyomószilárdsággal és steak. | Agyagos szikla Marl Barnaszén Homokkő Siltstone Anhidrit Tufa | 50-75 | 5~15 |
| 517/537 | M322~M443 | Közepes: közepes és kemény képződmény nagy nyomószilárdsággal és vékony koptatócsíkkal. | Sárkő Sötét szikla agyagpala | 75-100 | 2~6 |
| 537/617 | M422~M444 | Közepesen kemény: kemény és sűrű képződmény nagy nyomószilárdsággal és közepes koptatóképességgel. | Sötét szikla Kemény pala Anhidrit Homokkő Dolomit | 100-200 | 1,5~3 |
Steel Tooth Tricone bit méret
| Normál méretek | Rendszeres IADC | API Reg Pin | Utántöltési nyomaték (Nm) |
| 3 7/8" (98,4 mm) | 126/216/637 | 2 3/8 | 4100-4700 |
| 4 5/8" (117,4 mm) | 126/216/517/537/637 | 2 7/8 | 6100-7500 |
| 5 1/4" (133,3 mm) | 126/216/517/537/637 | 3 1/2 | 9500-12200 |
| 5 5/8" (142,8 mm) | 126/216/517/537/637 | 3 1/2 | 9500-12200 |
| 5 7/8" (149,2 mm) | 126/216/517/537/637 | 3 1/2 | 9500-12200 |
| 6" (152,4 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500-12200 |
| 6 1/4" (158,7 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500-12200 |
| 6 1/2" (165 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500-12200 |
| 7 1/2" (190 mm) | 126/216/517/537 | 4 1/2 | 16300~21700 |
| 7 5/8" (193 mm) | 126/216/517/537 | 4 1/2 | 16300~21700 |
| 7 7/8" (200 mm) | 126/216/517/537 | 4 1/2 | 16300~21700 |
| 8 1/2" (215,9 mm) | 117/127/217/437/517/537/617/637 | 4 1/2 | 16300~21700 |
| 9 1/2" (241,3 mm) | 117/127/217/437/517/537/617/637 | 6 5/8 | 38000~43400 |
| 9 7/8" (250,8 mm) | 117/127/217/437/517/537/617/637 | 6 5/8 | 38000~43400 |
| 10 5/8 (269,8 mm) | 117/127/137/217/517/537/617/637 | 6 5/8 | 38000~43400 |
| 11 5/8 (295,3 mm) | 117/127/137/217/517/537/617/637 | 6 5/8 | 38000~43400 |
| 12 1/4" (311,1 mm) | 114/127/217/437/517/537/617/637 | 6 5/8 | 38000~43400 |
| 13 5/8" (346,0 mm) | 127/217/517/537/617/637 | 6 5/8 | 38000~43400 |
| 14 3/4" (374,6 mm) | 127/217/517/537/617/637 | 7 5/8 | 46100~54200 |
| 17 1/2" (444,5 mm) | 114/115/125/215/515/535/615/635 | 7 5/8 | 46100~54200 |
| 26" (660,4 mm) | 114/115/125/215/515/535/615 | 7 5/8 | 46100~54200 |
Megjegyzések a görgős kúpos bitek használatához:
1 .Mielőtt a fúrófejet leengedi, meg kell győződni arról, hogy a kút alja tiszta, szemcséktől mentes, és nem esik le fém.
2. Ellenőrizze, hogy a görgős kúpos bit menetes csatlakozócsavarja sértetlen-e, és a fúvóka megfelelően van-e beszerelve.
3. A befutó furatnak stabilnak kell lennie, elkerülve a feszültséget és a fúrást.
4. Az utolsó illesztést nagy elmozdulás szükséges ahhoz, hogy elindítsa a forgóasztalt, és folyamatosan a kút aljára dörzsöljön. Mossa ki teljesen a kutat, nehogy a törmelék eltömítse a fúvókát.
5. Az alsó furat alakját enyhén meg kell nyomni, és lassan érintkezésbe kell hozni a kút aljával, kis fúrási nyomás, alacsony fordulatszám, nagy elmozdulás, kis nyomaték, és a sebesség 40-60 fordulat / perc, legalább 30 percek.
6. Határozza meg a bit súlyát és a sebességet a formáció tényleges körülményeivel együtt.
7. Előzetes fúrás közben a műveletnek zökkenőmentesnek kell lennie, a fúróadagolásnak egyenletesnek kell lennie, szigorúan tilos a fúrót élesen felemelni és elengedni, a fúrószál nem fékezett jól és a fúrósor szabadesése.
8. Ha azt tapasztalja, hogy a fúrófej nem halad előre, a szivattyú nyomása nyilvánvalóan növekszik és csökken, a behatolás sebessége hirtelen csökken, és a nyomaték megnő, késedelem nélkül emelje fel a fúrót az ellenőrzéshez.
| Minimális rendelési mennyiség | N/A |
| Ár | |
| Csomagolás részletei | Szabványos export szállítási csomag |
| Szállítási idő | 7 nap |
| Fizetési feltételek | T/T |
| Ellátási képesség | Részletes megrendelés alapján |





